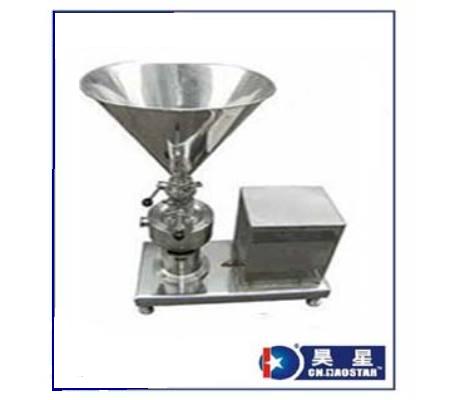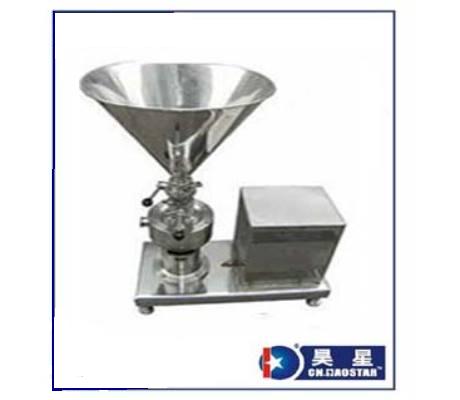
臥式膠體磨安裝使用時(shí)需要注意的事項(xiàng)
臥式膠體磨安裝使用注意事項(xiàng):1,、聯(lián)接好進(jìn)料斗或進(jìn)料管及出料口,,再接上出料循環(huán)管,然后接通冷卻水(JM-L50a,、b無冷水管系統(tǒng))和排漏管,。

2、安裝好電力啟動(dòng)裝置,,(若有條件的用戶可配上電流表及指示燈或變頻器等)接好電源后,,特別要注意開機(jī)運(yùn)轉(zhuǎn)方向,判別電機(jī)是否正常方向旋轉(zhuǎn),,或從進(jìn)料管徑處看方向是否同膠體磨上‘紅色警示標(biāo)志’旋轉(zhuǎn)方向箭頭相一致順轉(zhuǎn),。絕對禁止空轉(zhuǎn)(腔內(nèi)缺料液)和反轉(zhuǎn)。
3,、在出廠時(shí),,設(shè)備出料口方塊上已裝有調(diào)好的限位螺絲,磨盤間隙處于zui佳加工細(xì)度間距,。調(diào)節(jié)磨盤間隙,,先將出料口方塊上限位螺絲松下,在不開機(jī)的情況下將調(diào)節(jié)盤(刻度盤)上兩手柄‘逆時(shí)針’擰松,,然后‘順時(shí)針’轉(zhuǎn)動(dòng)調(diào)節(jié)盤,,當(dāng)轉(zhuǎn)動(dòng)調(diào)節(jié)盤感到有少許阻力時(shí)馬上停止,此時(shí)調(diào)節(jié)盤上刻度對準(zhǔn)體上指針的讀數(shù)確定了動(dòng),、靜磨盤間隙為‘0’,。
但刻度盤圈上的讀數(shù)數(shù)字要記住,這個(gè)數(shù)不是0度而磨盤的間為‘0’,,再反轉(zhuǎn)(逆時(shí)針)調(diào)節(jié)盤幾圈使動(dòng),、靜磨盤之間隙略大于0。

調(diào)節(jié)盤的刻度每進(jìn)退一大格為0.01mm ,。一般在滿足加工物料細(xì)度要求的情況下,,盡可能使磨盤間隙保持一定間距,同時(shí)把手柄將調(diào)節(jié)盤鎖緊,,然后將進(jìn)料口方塊上限位螺絲調(diào)好,,確保機(jī)器正常運(yùn)作,。
4,、接通冷卻水后,注入1~2Kg左右的液料或其它與加工物料相關(guān)液體,,并將濕料保持在經(jīng)過循環(huán)管回流狀態(tài),。然后才可啟動(dòng)膠體磨,待運(yùn)轉(zhuǎn)正常后立即投料入膠體磨中加工生產(chǎn),,而可空轉(zhuǎn)式膠體磨亦可免此項(xiàng),。
5,、關(guān)機(jī)之前,進(jìn)料斗內(nèi)加入或腔內(nèi)留有適量水液或其它與加工物料相關(guān)液體,,并將濕料保持在經(jīng)過循環(huán)管回流狀態(tài),。開機(jī)時(shí)也要保持料斗內(nèi)有一定量的濕料可回流狀態(tài)并馬上投入物料,否則會損傷硬質(zhì)組合密封件甚至造成泄漏燒毀電機(jī),。

6,、加工物料注意電機(jī)負(fù)荷,發(fā)現(xiàn)過載要減少投料,。
7,、膠體磨在動(dòng)作中,絕不許關(guān)閉出料閥門,,以免磨腔內(nèi)壓力過高而引起泄漏,。
8、膠體磨屬高精密機(jī)械,,磨盤間隙極少,,動(dòng)轉(zhuǎn)速度快。操作人員應(yīng)嚴(yán)守崗位,,按規(guī)章作業(yè),,發(fā)現(xiàn)故障及時(shí)停機(jī),排除故障后再生產(chǎn),。
9,、膠體磨使用后,應(yīng)徹底消毒,、清洗機(jī)體內(nèi)部,,勿使物料殘留在體內(nèi),以免硬質(zhì)機(jī)械粘結(jié)而損壞機(jī)器,。