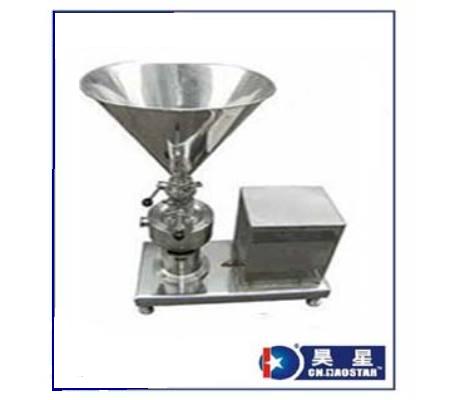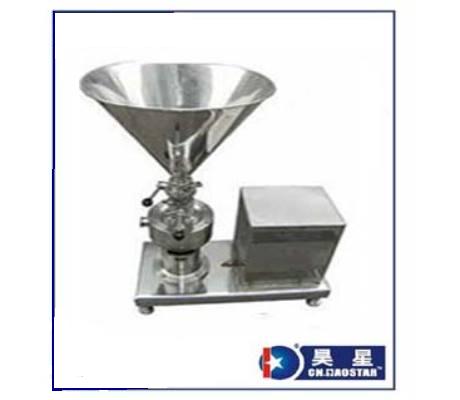
安裝膠體磨設(shè)備的具體流程
按所需轉(zhuǎn)數(shù)更換皮帶輪時,先松動電機(jī)蓋端螺母,沿水平方向,向磨頭方向推動電機(jī),,使三角皮帶放松,將機(jī)器放倒,,然后擰下主軸上螺母和電機(jī)軸上的堅固螺釘,,卸下原皮帶輪。更換所需皮帶輪時可用手錘輕輕敲入,,不可用力重?fù)?,以免損壞皮帶輪,破壞機(jī)器精度,。換好后,,用螺母和螺釘緊固,再將機(jī)器輕輕立起,。機(jī)器立起后,,沿水平方向推動電動機(jī),使三角皮帶拉緊,,然后上好蓋板,。

1,、設(shè)備水平安裝在平整的混凝土基礎(chǔ)上,并用地腳螺釘固定(根據(jù)工作情況也可不固定),。
2,、檢查各緊固螺釘是否擰緊(轉(zhuǎn)子中心螺釘為M12左旋螺釘)。
3,、使用前,,用專用扳子轉(zhuǎn)動轉(zhuǎn)子,檢查與定子是否接觸,,有無卡死現(xiàn)象,,如有上述情況不允許開機(jī)。
4,、檢查并接上電源線(三相交流電,,電壓為380伏,機(jī)體保護(hù)接地)并注意轉(zhuǎn)子旋轉(zhuǎn)方向應(yīng)與底座上的箭頭指向一致(順時針方向旋轉(zhuǎn)),。

5,、接通冷卻水,并注意水嘴的進(jìn)出水標(biāo)志,。
6、啟動電機(jī)時,,首先點動開關(guān),,檢查是否有雜音、振動,。如果情況不正常應(yīng)立即停機(jī),,排除故障后再試運轉(zhuǎn)。
7,、工作后清洗定子,、轉(zhuǎn)子內(nèi)殘余物料時應(yīng)在運轉(zhuǎn)狀態(tài)下進(jìn)行,先將大卡盤向逆時針方向旋轉(zhuǎn)不小于90°后進(jìn)行清洗,。

8,、定、轉(zhuǎn)子間隙調(diào)整方法(調(diào)節(jié)應(yīng)在運轉(zhuǎn)狀態(tài)下進(jìn)行):
a,、 松動兩個手柄b,、搬動手柄帶動大卡盤旋轉(zhuǎn),進(jìn)行間隙的調(diào)整,,定位盤順時針旋轉(zhuǎn)間隙縮小,,物料粒度變細(xì)。逆時針旋轉(zhuǎn)間隙加大,,物料粒度粗,。
c、 定、轉(zhuǎn)子間隙調(diào)整后,,應(yīng)同時擰緊兩個手柄(順時針),。
d、根據(jù)加工物料的粒度和批量要求,,選擇優(yōu)秀定,、轉(zhuǎn)子間隙后即可調(diào)整限位螺釘達(dá)到限位目的。
9,、黃油杯,,應(yīng)定期注油。
10,、對加工物料的要求:
a,、 不能加工干狀固體物料,只能進(jìn)行濕式加工,。
b,、物料研磨前應(yīng)清除雜物,物料粒度小于1㎜,,物料硬度不得高于HV309,,嚴(yán)禁鐵質(zhì)及碎石顆粒等硬物進(jìn)入磨頭,以防損壞機(jī)器,。
11,、根據(jù)物料加工要求,可進(jìn)行一次或多次研磨,,研磨前應(yīng)做幾次實驗,,以確保優(yōu)秀間隙和流量。